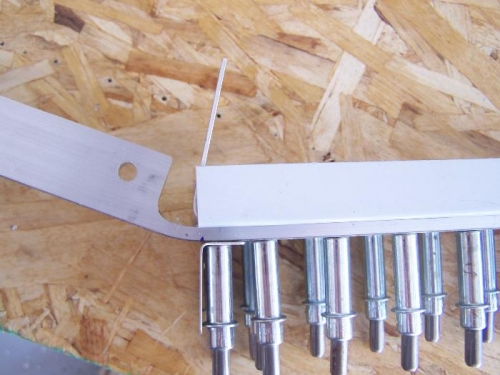
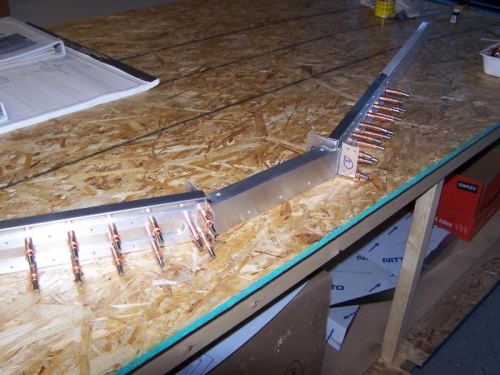
Test-fitted the channel stock to the formed aluminum front spar. Clamped, drilled, and cleco'd. Then measured and positioned two clips for the ribs and nose rib. For each side/leg of the spar.
Up-drilled all holes to #30, then deburred all and cleco'd in preparation for riveting. Debur of the formed aluminum front spar was at least one hour all by itsefl; had rough machining marks that had to come out. Used a combination of the ScotchBrite wheel, ScotchBrite pads (maroon), ScotchBrite mini-wheels in the Dremel, and a sanding cylinder to get all the marks out.