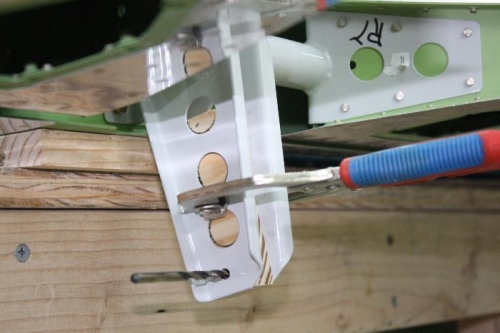
Brief Description: Match-Drill Elevator Horn and Pushrod Bolt Hole
Step 1: Cut steel E-Drill Bushing to .250 in OD to use in elevator horn bearing for protection while match-drilling. Chucked the busing in the drill press and used a file to resize bushing. Step 2: Placed bushing in elevator center bearing and match-drilled left and then right horns with #17 bit. Step 3: Final drilled left then right elevators with 1/4 in bit and deburred. Step 4: Right elevator work was done in previous page. Step 5: Installed both elevators and secured to the trail positon using small quick adjust able clamps. These had rubber feet on them and they centered up the elevator horns with the Hz Stab more accurately. Used two to a side. I did some elevator alignment checks with string lines across the training edge and middle edge where trim tabs connect. I found the hinge line of the left trim tabs slightly high towards the center of the Hz Stab, about 1/8 in high. The right trim tab hinge line was approximately 1/16 in low at the center. So I may have some twist or slight hinge missalignment causing this discovery. So, if the airplane always turns to the left, as most fighter pilots do. then I'll blame the left elevator. Step 6: Marked most aft Elevator Horn (the left) which was approximately 1/8 in aft and 1/16 in lower than the other horn. Step 7: Located and drilled a 3/16 in hole per the plans, 1/2 in min aft and 3/8 in min from the end of the horn. Step 8: Measured spanwise distance between left and right horns. Step 9: Made wooden spacer block to exact distance measured in step 8. Drilled perpendicular hole 3/16 in on drill press. Step 10: Inserted and aligned guide block with 3/16 drill bit, then with AN3 bolt to ensure alignment. Clamped guide block in place. Step 11: Removed AN3 bolt and match-drilled #12 hole in the right elevator horn through the left hole and guide block as square as I could. Step 12: Removed guide block. Took some photos and removed elevators and deburred holes.