After clecoing the F-705D uprights and F-705E doublers to the F-705F top channel, I clamped pieces of 0.063" angle across the corners to maintain stable positioning after removing the 6 clecos in each corner for drilling the F-705G roll bar attach angles (photo 1). After match drilling the #30 rivet holes, I match drilled a 3/16" hole in each end of the canopy latch slots. I did not match drill through the top flange, as this get drilled in assembly with a F-757 plate later in the build. After removing the angles from the assembly, I used my needle files to complete the slots (photo 2).
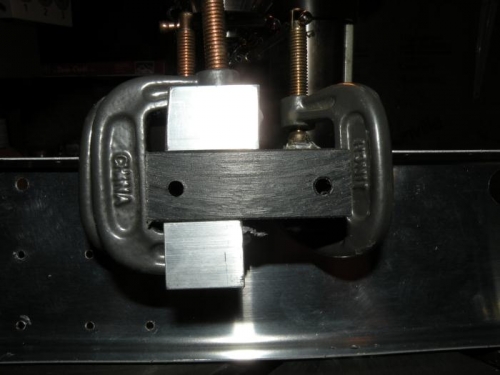
I then drilled the bolt holes in the F-661EF flap bearing blocks. After some thought about how to properly position the blocks span wise for drilling, I hit upon the idea of using a spacer between the block and the side channel. After a bit of trial and error, I found that a 1/8" spacer was just right. I also clamped a couple of angle scraps to hold the clamped assembly stable on the drill press table. I was pleased with the results (photo 3).
I was going to borrow a friend's brake and shear to fabricate the seat adjust plates and shims, but he didn't show up at the airport today.
I then disassembled the bulkhead and deburred all holes, including the snap bushing holes the squarish hole in the bottom channel (I don't yet know what it's for). I still need to deburr the edges before scuffing, cleaning and priming.
Drilling a roll bar attach angle to its corner of the F-705 bulkhead.